通过认证
通过认证
“深孔镜面滚压加工”参数说明
| 处理方式: | 机械处理 | 类型: | 表面加工 |
| 型号: | hy | 规格: | hy |
| 商标: | 豪克能 | 包装: | hy |
| 产量: | 100000 |
“深孔镜面滚压加工”详细介绍
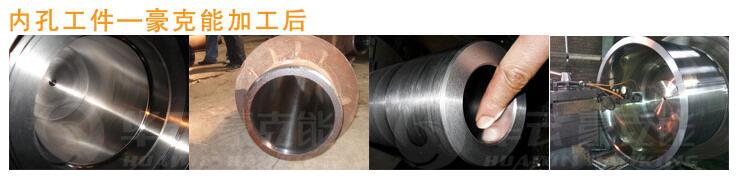
豪克能加工过的内孔,光洁度和硬度都得到明显提高,解决了内孔工件不容易磨削加工、加工效率慢等问题。
豪克能加工是可以完全取代滚压的更先进更优秀的加工方式。
一、什么是深孔?
所谓深孔,就是孔的长度与孔的直径比大于10的孔。而一般的深孔多数情况下深径比L/d≥100。如油缸孔、轴的轴向油孔,空心主轴孔和液压阀孔等等。这些孔中,有的要求加工精度和表面质量较高,而且有的被加工材料的切削加工性较差,常常成为生产中一大难题。但只要我们合理利用加工条件,了解深孔加工的加工特点,掌握深孔的加工方法,就可以变难而不难。
二、深孔的加工特点
1、刀杆受孔径的限制,直径小,长度大,造成刚性差,强度低,切削时易产生振动、波纹、锥度,而影响深孔的直线度和表面粗糙度。 2、在钻孔和扩孔时,冷却润滑液在没有采用特殊装置的情况下,难于输入到切削区,使刀具耐用度降低,而且排屑也困难。 3、在深孔的加工过程中,不能直接观察刀具切削情况,只能凭工作经验听切削时的声音、看切屑、手摸振动与工件温度、观仪表(油压表和电表),来判断切削过程是否正常。 4、切屑排除困难,必须采用可靠的手段进行断屑及控制切屑的长短与形状,以利于顺利排除,防止切屑堵塞。 5、为了保证深孔在加工过程中顺利进行和达到应要求的加工质量,应增加刀具内(或外)排屑装置、刀具引导和支承装置和高压冷却润滑装置。
三、深孔的滚压
1、滚压特点:对深孔进行滚压,是深孔加工常采用的一和表面光整、强化工艺。它可以从原始(精加工后的表面)表面粗糙度Ra6.3~3.2μm,降低到Ra1.6~0.1μm;可使表层硬度提高30%~50%,而使表层金属纤维完整,而提高工件抗疲劳强度;滚压过程平稳,不会产生烧伤和裂纹;工具简单,加工效率高。 2、滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,使表层金属塑性降低,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。 3、内孔滚压工具:常用的深孔滚压工具有以下几种,如图所示。 点击查看原图 4、深孔滚压工艺参数和注意的问题: 滚压时的工艺用量:Vc=20~100m/min,f=0.2~0.5mm/r,滚压过盈量为0.05~0.15mm。润滑液为机械油。应注意的问题:滚压前必须把工件内孔擦洗干净;过盈量要灵活掌握,即是工件材料硬度高、壁薄,原始表面粗糙度值低,其过盈量小一些。反之,即可大些。
详询15864783739