

YD10压延机结构特点说明: 1.1、压轮轧辊机构:采用精密日本合金或精密氧化锆陶瓷轧辊(客户可以选择其中一种材质的轧辊)上下同步对压方式实现圆母线压扁,轧辊上下调节压扁宽度采用手动和自动相结合的方式实现精密调节压扁宽度;压扁宽度采用精密激光测径仪在线实时监测反馈给控制中心,实现在线实时纠正压扁宽度精度,确保压扁宽度尺寸精度稳定可控。 1.2、压轮轧辊动力控制方式:轧辊动力电机采用台湾成钢2.2KW三相精密齿轮减速电机和日本安川变频器电气配件,控制方式采用模拟量调速控制方式实现主机速度在50~110M/min范围内任意调节功能;在操作面板上可以清晰显示机器运行的当前速度,操作面板上有主机速度调节旋钮、方便用户调节机器的运行速度。
1.3、放料机放料模式:放料机采用A、B主动放料轴放料,确保放料出点的母线不好打卷;在A、B轴交换放料轴时,把放料机的运行模式切换到换轴模式,并且操作人员必须(当运行速度:110M/min时)在4分钟30秒内把A、B轴的线头冷接好,并把放料机的运行模式切换到正常模式。放料电机采用台湾成钢1.5KW电机2台和日本安川变频器电气配件,控制方式采用模拟量调速控制方式实现主机速度在50~110M/min范围内任意调节功能。
1.4、拉丝过模牵引动力控制方式:拉丝过模牵引动力电机采用台湾成钢1.5KW三相精密齿轮减速电机和日本安川变频器电气配件,控制方式采用模拟量调速控制方式实现同主机运行速度相匹配的运行速度,实现拉丝过模速度与主机运行速度同步。 1.5、平衡机构结构说明:平衡机构采用气动张力调节结构实现1-17Kgf大范围调节,实践证明气动张力控制方式虽然没有重力控制方式稳定,但在不需张力精细调节的大张力需求场合还是很方便调节使用的,对压延减径的损失率也不好又影响。气动张力调节结构能确保压延出的扁线宽度及截面尺寸均匀稳定。 1.6、YD10压延机操作的便利性:压轮轧辊机构选用1座还是2座、是否选用拉丝过模机构、都可以由用户根据实际需要自由选择,方便用户使用。
1.7、YD10机型配置含1台双轴放料机、无收线机构部分。
2、机器性能参数如下:
|
YD10 压 延 机 主 要 技 术 参 数
|
|
NO
|
项目
|
规格参数
|
单位
|
备注
|
|
1
|
设备型号
|
YD10
|
/
|
|
|
2
|
机器外形尺寸
|
L4860xW1150xH2350
|
mm
|
|
|
3
|
放料机外形尺寸
|
L1500xW1250xH2600
|
|
含A、B放料轴
|
|
4
|
机器重量
|
4000
|
Kg
|
|
|
5
|
额定总功率
|
10.5
|
Kw
|
电源:3Φ-380V
|
|
6
|
正常运行能耗
|
7.5
|
Kw/H
|
|
|
7
|
机器运行速度
|
50-110
|
M/Min
|
|
|
8
|
轧辊合金轮直径
|
Φ140
|
mm
|
|
|
9
|
压轮轧辊组数
|
2
|
组
|
|
|
10
|
适用压延线宽度
|
2 ~ 5
|
mm
|
精度:±0.015
|
|
11
|
适用压延线厚度
|
0.3~1.5
|
mm
|
精度:±0.005
|
|
12
|
最大扁线截面积
|
8
|
mm^2
|
|
|
13
|
压延比
|
≤8
|
/
|
|
|
14
|
适用原材料规格
|
Φ0.3~Φ2.0
|
mm
|
|
|
15
|
适用压延材质
|
铜线
|
-
|
|
|
16
|
气动张力调节范围
|
1-17
|
Kgf
|
|
|
17
|
拉丝模具个数
|
2
|
个
|
|
|
18
|
拉丝模具外径
|
30/25
|
mm
|
圆/扁各一个模具
|
|
19
|
拉丝减面率
|
≤25
|
%
|
|
|
20
|
拉丝冷却方式
|
拉丝液喷淋式
|
/
|
|
|
21
|
适用工字盘内径
|
125-130
|
mm
|
|
|
22
|
适用工字盘外径
|
≤650
|
mm
|
|
|
23
|
适用工字盘长度
|
≤450
|
mm
|
|
|
24
|
A、B轴换料缓冲长度
|
500
|
M
|
缓冲时间约4.5分钟
|
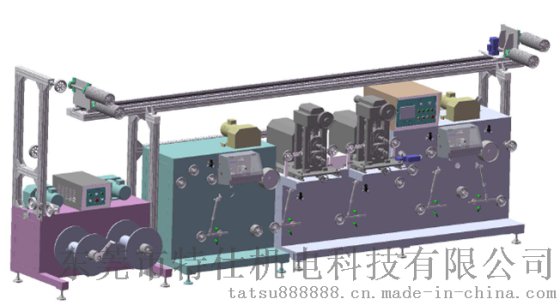
二、机器其他实用功能特点介绍:2.1、过渡导轮:采用轻型化结构设计与导槽表面高抗铜粉反粘性相结合的概念,采用优质树脂电木材料经过特殊加工工艺制作,以达到具备高灵活性与高抗铜粉反粘性的要求。 2.2、压轮轧滚冷却方式:采用旋转接头供水方式、内部实现循环供水冷却实现合金压轮冷却。 2.3、拉线便利化操作功能:采用人性化设计方案,利用脚踏开关与手动穿线相结合的方式实现方便穿线。操作者可以方便地点动脚踏开关,使机器低速运转(约为10m/min)来穿线。 2.4、压轮轧辊压线位置自动移动功能:为了确保压扁导体表面品质、减少压辊的维修次数、增加压辊的使用寿命等目的,在轧辊压线到达一定米数后表面会有粉末脏污和轧辊表面磨损的因素达到一定程度时(时间用户设定),轧辊自动移动一个单位距离(用户设定的移动宽度)、保证后续压延出的扁线品质均匀一致。移动方式为整体移动轧辊机构,保证线材的位置不变。三、机器整体3D效果图如下:







 通过认证
通过认证






















